Sawmill Research
Sawmill sites
- http://www.forestryforum.com/
- http://www.sawmillcreek.org/
- http://www.woodweb.com/index.html#Forums
- http://www.tractorbynet.com/forums/build-yourself/
- http://lumberjocks.com/forums
- http://www.machinebuilders.net/
Local Sawmills
- http://simpsons-nativehardwoods.com/page7.html - St. Joseph, MO
- Watkins Sawmill - Stewartsville, MO - (816) 669-3218
General Sawmill Research
- Dimension sawmills appear to have the highest output - [1] - For production, a chainsaw mill can mill 200 to 400 board feet per day, a band mill can mill 800 to 2,000 board feet per day, swing mills can produce 1,500 to 3,000 board feet per day and dimension mills 2,000 to 4,000 board feet per day. A lot depends on log size, species and products being cut.
- This analysis is incorrect A dimensional mill requires 31 cuts to make 32 - 2x4 boards out of a 16x16 balk (squared log). A band saw requires 10 full width cuts to do the same result. The actual productivity also depends on the speed of the cut, not just how many you make. A given motor power can cut a given amount of wood volume in a cut and turn it into sawdust each second. So the wider the cut, the longer it will take. Circular blades are thicker than band blades, hence the cutting is slower.
- Circular saw blades appear to be easy to manufacture, repair, and have a good lifetime- [2]
- Price comparison of sawmills-[3]
| Lumberlite 24 | $3200 | Band |
| Wood-Mizer LT15 | $6000 | Band |
| Hud-Son Oscar 36 no trailer | $6600 | Band |
| Woodsman | $12,000 | Dimensional |
| Lucas | $13,000 | Swing |
| Peterson | $20,000 | Swing |
| Mobile Dimension | $25,000 | Dimensional |
| Mighty Mite | $30,000 | Dimensional |
Bandsaw comparisons:
Wheel Research
V Groove top wheels:

- http://cgi.ebay.com/Butcher-Boy-Table-Roller-V-Groove-Bearing-BB00811V_W0QQitemZ270349418206QQcmdZViewItem
- http://www.cadcamcadcam.com/v-groovewheel2.aspx
Cam followers:
- http://cgi.ebay.com/McGill-Camrol-CCF-2-SB-Cam-Follower-bearing-_W0QQitemZ320242893200QQcmdZViewItem
- http://www.vxb.com/Merchant2/merchant.mvc?Screen=CTGY&Store_Code=bearings&Category_Code=Cam-Follower
- 2" cam follower for 10 bux! http://www.alliedbearings.com/mfg_prod/bearings/ept_brgs/camrolrevised2.pdf
- http://www.maraindustrial.com/servlet/the-1461/McGill-Camrol-CF-1754/Detail
- http://www.megapalm.com/item-44250-cam-followers--needle-bearing-design-type-stud-cam-follower-roller-diameter-1-roller-width-06250-in-stud-diameter-04375-in-thread-size-7-16-20-dynamic-load-capacity-2190-length-1000-in-material-steel.html
- 1-1/8" cam follower
- 1" cam follower
- mcgill cam followers catalog
Ideas:
- http://www.tractorbynet.com/forums/showthread.php?p=1585544#post1585544
- http://www.woodweb.com/cgi-bin/forums/sawdry.pl?rev=599216
- $10.48 but only holds 255 lbs
- http://www.casterindustries.com/PROD30.HTM
- CAST IRON WHEELS INCLUDE: WHEEL, ROLLER BEARINGS, SPANNER, GREASE. SEALS, AND LUBE AXLE. THE WHEELS ALSO HAVE A GREASE FITTING. 4X1.5 V-GROOVE: VG042426-RB08AX: 500 lb. capacity; $7.56 - this could be it!
- http://www.grainger.com/Grainger/items/2MV80?cm_mmc=Google%20Base-_-Material%20Handling-_-Wheels%20and%20Casters-_-2MV80 grainger Price (ea.) $9.11]
Small wheels:
- http://www1.mscdirect.com/CGI/N2DRVSH?PACACHE=000000084004402
- http://www.vxb.com/page/bearings/PROD/Cam-Follower/KR19
Blade Research
- 30" blades seem too expensive for most operations, a 20" blade might work and be much more affordable currently.
- Cheapest 30" $1200 - [4]
- Not! That's for concrete cutting
- Cheapest 20" $150 - [5]
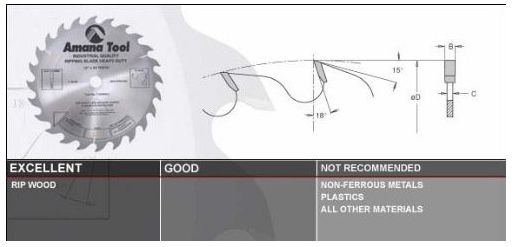

RPM chart from Amana Tools website:

A 20" blade should be about 1500-2500 RPM, a 12" blade about 2500-4500 RPM, a 10" blade about 3000-5500.
From the book "Circular Sawmills and their efficient operation":
| log diameter | saw diameter |
|---|---|
| 8 | 20 |
| 10 | 24 |
| 12 | 28 |
| 14 | 32 |
| 16 | 36 |
| 18 | 40 |
| 20 | 44 |
| 22 | 48 |
| 26 | 52 |
| 30 | 56 |
| 34 | 60 |
| 36 | 64 |
| 38 | 68 |
| 40 | 72 |
| Estimated -> | Known -> | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Saw Diameter | 20" | 22" | 24" | 26 | 28 | 30 | 32 | 34 | 36 | 38 | 40 | 42 | 44 | 46 | 48 | 50 |
| Teeth Number | 24 | 26 | 28 | 30 | 32 | 34 | 36 | 38 | 40 | 42 | 44 | 46 | 48 | 50 | 54 | 56 |
SAW SPEED In general, for good saw performance, a rim speed of 8,000 to 9,000 feet per minute is recommended for sawing hardwoods; 10,000 to 11,000 f.p.m. for softwoods; and 6,000 to 7,000 f.p.m. for frozen woods. The relationship of saw diameter and saw speed necessary to attain a predetermined rim speed is given in table 15.
| Saw Diameter | RPM for 10,000 surface feet per minute rim speed of saw |
|---|---|
| 4 | 1935 |
| 6 | 1860 |
| 8 | 1789 |
| 10 | 1720 |
| 12 | 1654 |
| 14 | 1590 |
| 16 | 1529 |
| 18 | 1470 |
| 20 | 1414 |
| 22 | 1359 |
| 24 | 1307 |
| 26 | 1257 |
| 28 | 1208 |
| 30 | 1162 |
| 32 | 1117 |
| 34 | 1074 |
| 36 | 1033 |
| 38 | 993 |
| 40 | 955 |
| 42 | 909 |
| 44 | 868 |
| 46 | 830 |
| 48 | 796 |
| 50 | 764 |
| 52 | 735 |
| 54 | 707 |
| 56 | 682 |
| 58 | 659 |
| 60 | 637 |
Teeth research
- Insertable teeth blades
- Blades with insertable teeth would be best - [6]
- $800 for 28" insertable tooth wood blade
- $420 for 20"
- $500 for 24"
- about $700 quote for 28"
- Fixed tooth blades
- Can teeth be brazed onto fixed tooth saw blades?
Saw Collar
From "Circular sawmills and their efficient operation":
SAW COLLARS For trouble-free saw operation, both saw collars must be identical and they must be of sufficient size to provide rigid support for the saw plate. Most saw collars are made with a recessed inner section and an outer bearing surface about 3/4-to 7/8-inch wide that contacts the saw plate.

Figure 7. – To insure proper support of the saw blade, collars should be machined with a .002- to .004-inch radial taper on their bearing surface toward the recess.
Saw collars should be machined to provide maximum support for the saw plate. Machining the bearing surfaces of each collar with a slight radial taper toward the collar recess will help to accomplish this (fig. 7). The outer periphery of the bearing surface will then make positive contact with the saw plate after the arbor nut has been tightened properly. The amount of taper should be from .002 to .044 inch in the width of the bearing surface.
Blade Mounting Using Multimachine techniques

- http://www.grouply.com/message/yahoo/multimachine/7777
- Axial Thrust Assembly - http://www.staffordmfg.com/SPMCLevel1.aspx
Sawmill collaboration
Date: Wed, Jan 21, 2009 at 7:59 PM Subject: Re: sawmill design To: Marcin Jakubowski <joseph.dolittle@gmail.com> Hi Marcin, Love the blender format, that is a great image. I think the blade size depends on the logs your cutting, on machines that I make, I give myself a range of blade sizes, 20-30" smaller is cheaper and easy to sharpen. Its a neat design, but still too complex. Why are you using pulleys on hydrolic motors, why not lovejoy right on the shaft? As your doing hydrolic motors, think like rack mounts and give the edger its own table and feed belt. They can be mounted to the headsaw if that is still desirable in the future when the head saw is running well, otherwise, you just pinch and tweak three blades instead of one in start test phase. Running a separate edger is a good idea, three blades is too much for a green miller to keep track of. Ten inch would work fine as edger, and depending on the wood to be cut so would 6". Check out sawmillexchange.com . Benjamen
Other Sawmills
- MDS:
- http://www.diw.ca/DuncanSaw.htm
- Mighty Mite
- D & L doublecut
{kind=link}