Angle Frame Connector: Difference between revisions
Jump to navigation
Jump to search
(→CAD) |
(→CAD) |
||
| Line 5: | Line 5: | ||
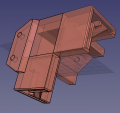
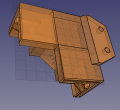
=CAD= | =CAD= | ||
[[File:angleconnectorstart.png|100px]][[File:withnutcutout.png|100px]][[File:withnutcutoutandhole.png|100px]][[File:withnutcutoutandholeTDD.png|100px]][[File:3sideangleconnector.png|100px]][[File:angleconnector.png|100px]][[File:leftcorner.png|100px]] | [[File:angleconnectorstart.png|100px]][[File:withnutcutout.png|100px]][[File:withnutcutoutandhole.png|100px]][[File:withnutcutoutandholeTDD.png|100px]][[File:3sideangleconnector.png|100px]][[File:angleconnector.png|100px]][[File:leftcorner.png|100px]][[File:rightcorner.png|100px]] | ||
Revision as of 00:24, 31 October 2019
Build

CAD








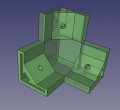
Angle Connector. - FreeCAD with McMaster 6 mm nut -File:Angleconnector.fcstd. Finished STL - File:Anglecorner.stl
Angle Connector. - FreeCAD - File:Leftcorner.fcstd. Finished STL - File:Leftcorner.stl
Angle Connector. - FreeCAD - File:Rightcorner.fcstd. Finished STL - File:Rightcorner.stl
Concept
Production
- 50% infill for real print.
- Test print at 20%: 10 cm cut off the bottom, standing on corner - . This would not stand on moving-bed printers. Babystepping correction -0.75. It does not stand on a stationary bed printer eiether. I turned it around to print standing on 6 points.

- Came off bed so printed it on 6 corners:
- Initial fit: metal shown with 6 mm hex nut and set screw in the hole.
- STL - sunk 5 mm into bed. Test print at 20%, takes 8.5 hrs. Production print: 50% infill, 10:10 hours, 133 g. Brim 10 lines. Prints starting on 6 corners, for a solid base.
