https://en.wikipedia.org/wiki/Lean_Six_Sigma (LSS)
DOWNTIME is an acronym in LSS representing 8 forms of waste. Defects. Overproduction. Waiting. Transportation. Non-used talent, Inventory. Motion. Extra processing.
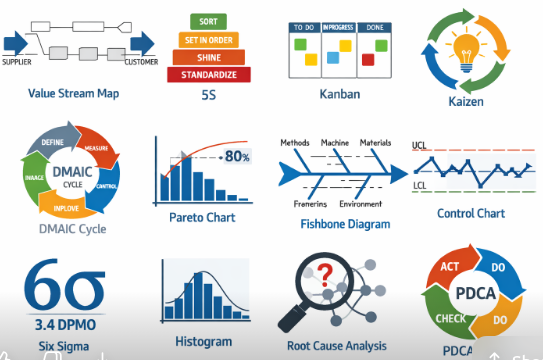
Here are some useful icons [1]:
Kaizen (Continuous Improvement) vs Six Sigma
| Kaizen
|
Six Sigma
|
| Continuous small improvements (everyday change)
|
Structured, project-based defect and variation reduction
|
| Everyone participates; frontline-driven
|
Typically led by trained roles (Green/Black Belts) with executive sponsorship
|
| Cultural mindset and habits; improvement as part of daily work
|
Methodology with defined phases and deliverables (DMAIC/DMADV)
|
| Fast experimentation; “try, learn, standardize”
|
Data- and analysis-intensive; statistical tools common
|
| Focus: flow, waste reduction, work standardization, ergonomics
|
Focus: variation control, capability, defect reduction (DPMO, sigma level)
|
| Measurement: simple operational metrics (lead time, WIP, rework, safety)
|
Measurement: process capability, control charts, hypothesis tests, DOE
|
| Best for: high-frequency opportunities, local process improvements
|
Best for: chronic quality problems, complex cross-functional processes
|
| Typical cadence: daily/weekly improvements; occasional Kaizen events
|
Typical cadence: defined projects lasting weeks to months
|
5S Method for Clean Organization
| Japanese
|
English
|
Operational meaning
|
Audit checklist (yes/no or score 0–2 each)
|
| Seiri
|
Sort
|
Remove unnecessary items from the workspace
|
- Only necessary tools/materials are present at the point of use
- Red-tag area exists and is used (items moved there within 24 hrs)
- No expired, broken, or duplicate items occupying prime space
- Work areas/aisles are free of stored items and clutter
- Unused jigs/fixtures/materials are removed or stored in designated overflow
|
| Seiton
|
Set in Order
|
Arrange needed items for efficient access
|
- Every item has a clearly labeled “home” (location + label visible)
- Items are stored by frequency of use (daily items closest, rarely used farther)
- Shadow boards / outlines / bin labels match current contents
- Point-of-use storage exists for consumables (fasteners, tape, blades, etc.)
- No searching: common items can be retrieved in <30 seconds
|
| Seiso
|
Shine
|
Clean and inspect the workspace
|
- Floors, benches, and machines are clean (no buildup, chips, dust, spills)
- Cleaning tools are available and stored at point of use
- “Clean-to-inspect”: leaks, wear, looseness, or damage are easy to spot
- Daily cleanup is performed at end of shift (documented or observable)
- Abnormalities found during cleaning are tagged and reported
|
| Seiketsu
|
Standardize
|
Establish procedures to maintain first 3 S’s
|
- Standard work exists for cleanup, restock, and tool return (posted)
- Visual standards exist (photos/diagrams) for “what good looks like”
- Restock levels (min/max) are defined for consumables
- Responsibilities are assigned (who, what, when) for each area
- 5S audit schedule is posted and followed (weekly/monthly cadence)
|
| Shitsuke
|
Sustain
|
Build discipline and habit to keep standards
|
- Regular audits occur and scores are tracked over time
- Issues found in audits have owners and due dates (closed-loop)
- New people are trained on 5S standards during onboarding
- Leaders do routine gemba walks and reinforce standards
- Standards are improved when reality changes (no “stale” rules)
|
Gemba Walk
A Gemba Walk is a structured leadership practice where managers go to the actual workplace (shop floor, job site, lab, office) to:
- Observe the process directly
- Ask questions
- Understand problems firsthand
- Support continuous improvement
| Section
|
What to observe / ask
|
Evidence to capture
|
Rating (0–2)
|
| Walk setup
|
- Purpose/theme for today is clear (Safety / Quality / Flow / 5S / Training)
- Route and timebox defined (e.g., 20–30 min)
- Go to point of use (where value is created), not the office
|
- Theme stated
- Areas visited
- Time started/ended
|
0–2
|
| Safety
|
- Any immediate hazards (trip, pinch, electrical, overhead load, PPE gaps)?
- Are guards, lockout/tagout, and signage in place where needed?
- Ask: “What safety concern are you most worried about today?”
|
- Hazard list + location
- Photos of hazards (if allowed)
- Owner + due date for fixes
|
0–2
|
| Quality at the source
|
- Is the standard for “good” visible at the workstation (spec, jig, template)?
- Is first-piece/first-article verification happening?
- Are defects detected immediately, or discovered later?
- Ask: “What causes rework here?”
|
- Defect/rework examples
- Standard references used (doc/photo/jig)
- Containment actions
|
0–2
|
| Flow and bottlenecks
|
- Where is work waiting (queues, WIP piles, stalled tasks)?
- Are downstream steps starved or blocked?
- Ask: “What is slowing this step down right now?”
|
- Bottleneck step identified
- WIP counts (rough)
- Wait reasons
|
0–2
|
| Standard work adherence
|
- Is there a known best method? Is it being followed?
- Are deviations visible and explained?
- Ask: “What part of the standard doesn’t match reality?”
|
- Standard work posted (Y/N)
- Deviation notes
- Improvement opportunities
|
0–2
|
| 5S and visual management
|
- Sort: clutter/red-tag items present?
- Set in order: tools labeled and in their homes?
- Shine: clean-to-inspect condition?
- Standards posted and current?
- Ask: “Do you spend time searching for tools/materials?”
|
- 5S gaps by S
- Photos of before/after (if allowed)
- Time-to-find estimate
|
0–2
|
| Materials and logistics
|
- Are materials staged at point of use in the right quantity?
- Are there stockouts or overstock?
- Are pull signals (Kanban/min-max) in place?
- Ask: “What materials do you run out of most often?”
|
- Stockout list
- Overstock list
- Reorder triggers (Y/N)
|
0–2
|
| Equipment and uptime
|
- Any downtime, jams, tool failures, or workaround behavior?
- Is preventive maintenance visible and current?
- Ask: “What equipment causes the most interruptions?”
|
- Downtime causes
- Maintenance tags/logs
- Needed spares/tools
|
0–2
|
| People, training, and engagement
|
- Are roles clear? Any confusion on handoffs?
- Training needs visible (new task, new tool, new standard)?
- Ask: “If you could change one thing today, what would it be?”
|
- Training gaps
- Suggestions captured
- Blockers requiring leadership action
|
0–2
|
| Problem solving and follow-up
|
- Are issues tracked with owners and due dates?
- Are yesterday’s actions closed or progressing?
- Ask: “Which open issue is most painful right now?”
|
- Action log entries (owner, due date)
- Escalations needed
- Next check-in date
|
0–2
|
| Closeout
|
- Summarize key observations to the team (no blame)
- Confirm next steps, owners, dates
- Thank the operators; confirm how feedback will be used
|
- Top 3 issues
- Top 3 quick wins
- Commitments made
|
0–2
|
Scoring suggestion: 0 = not in place / concerning; 1 = partially in place; 2 = consistently in place. Capture 3–5 actionable items per walk and review closure on the next walk.
