Dave Log
Permanent Links
LifeTrac 6 Product Development Board
Please coordinate between Dave Log ,John Log, Leo Log, Tim Log, and Nate Log - all work related to HydraFabber.
Tue Aug 13, 2013
We decided it would be best to run our range of motion testing in a more powerful CAD program so I began importing .skp files into Solidworks. The best way I found to do this was to get the free Sketchup plugin "Sketchup to STL" which conveniently I was using with the 3d printing from two weeks ago (added step of re-saving that STL in solidworks to an IGES and finally into a SLD part file). Was working under some constraints with these part files as Solidworks crashes when parsing larger STL and IGES files so my appologies for the weird artifacts in those screenshots.


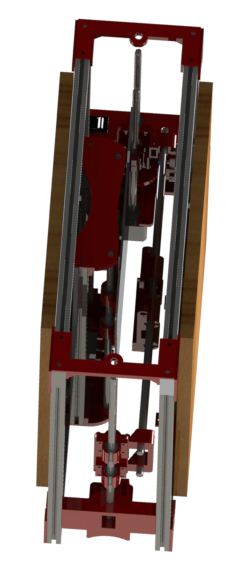
Was able to get a pretty decent setup (7' and 45 degree bucket angle with max extension and compression) from this which I have uploaded in resting position here: File:LifeTrac6.skp (if anyone would like the Solidworks assembly just let me know). The key factor here was moving the cylinders to the inside of the loader arms which I think is the only way to get max extension and compression without running into any mechanical stops (it helped to run down to the old shop and check out LifeTrac4). Used some of the custom parts from Lucas's as-built LifeTrac5 file.
'Potential Issues:
1) Loader forearm can only be compressed about a degree or two upwards from resting position. This is sort of compensated for by the the rear wheels which are slightly higher than the front which adds an extra 2 degrees to our supposed resting position. This results in ~ 4 degrees of "scoop" when the tractor is on level ground and the arms are in resting position.
2) Having the cylinders on the inside of the loader arms.
3) Getting the 36" cylinders attached to the cab and this assembly which I haven't looked into yet.
Mon Aug 12, 2013
LifeTrac 6
Here's an updated version of LifeTrac6 reflecting the following changes:

Loader Arm
We went down to the shop and put together this model of an 8" x 16" plate bolting at a ~127 angle to what will be the loader arms. It came together very nicely although there are some slight concerns about rigidity (this is mostly after the angle where there's a 4" x 4" hidden behind the plates). We also started trying to figure out a feasible way to mount the cylinders. Disregard the fact that in the build the forearm bar is 4" too long and that there's a pivot plate instead of an 8" by 1'.


Scaling Down
Here's the juxtaposition of the cab before and after narrowing the distance between the wheel mounts (notice the change in space between the motors). This results in an overall narrower tractor and a 3' cab which is what we were after at the expense of symmetry in the actuated steering pivot as well as the center of the cab (both off 4"). Worth noting that the 4" longer side is on the side of the actuated steering cylinder.


Fri Aug 9, 2013


Switching to the two powercube assembly and experimenting with bolting the two sides of the pivot directly to the cab and powercube.
Thur Aug 8, 2013

Drawing parts out of past LifeTracs and mating the cab actuated steering pivot and powercube.

Wed Aug 7, 2013
LifeTrac 6
Again working with the raised version of LifeTrac 5 to see if it would be capable of lifting into the seven foot hopper of the CEB brick press with a 60 degree bucket angle. The dotted line represents the 60 degree bucket angle we are after (bucket tip is at 7' 2" and the bucket is at max extension). Media:LifeTracImage2.jpg
{kind=link}
Shop
Took measurements of the bucket and began to familiarize ourselves with some of the hydraulics as well as building materials.
Tue Aug 6, 2013
LifeTrac 6
Finished moving all the groups associated with the loader arms up by 2' to get a higher maximum bucket height. Explored the add on warehouse to find a tool similar to a mate. SketchyPhysics offers joints but it turns out it isn't compatible with Make, the newest iteration of Sketchup. For now range of motion will have to be done oldschool: drawing lots of pen and paper triangles and working with the rotation command (but I will continue looking for an alternative).

Mon Aug 5, 2013
HydraFabber
Started looking into ways of getting the printer into a suitcase type of assembly with minimum changes to the current design.
The horizontal box housing the bed (20" outer) was already only 2" short of being able to fit between the vertical box (18" inner). This would require ordering 4 more of the (X cross section) frame connectors at 20". To sort of get a rough visual of how this would work I extruded four 2" solid blocks from the top and brought the rest of the frame up except for the name plate (left the guide rods their current length but can get to this later).
Copied all of the bed geometry out of the frame and mounted it to what could be the side of the suitcase. Still not sure if it should get taken out and bolted to the side for transportation or if it could slide into place between (maybe a pivot/guide rail on the leftmost piece bolted to the wood that brings it to the center). Will wait for feedback on that. Overall the dimensions seem to all work out so long as the extruder head is taken off. Media:BriecaseRender2.jpg
{kind=link}
Here's a really rough take on what I came up with and the original file:


File:Briefcase1Step.STEP (here's the whole assembly converted into a part and then STEP file, unfortunately it won't move in this format)
Sun Aug 4, 2013
HydraFabber
Started modeling a replacement for the bronze sleeve just to cut a few dollars from the BOM and make assembly easier. Will print it as its own piece and see if the bushings fit well. I modeled it a fraction of a millimeter tighter to account for the PLA expanding more than the bronze. There were little chamfers along the cylinders rim which I approximated and the rest of the dimensions were taken with calipers (OD was exact).

Sat Aug 3, 2013
HydraFabber
Sat in on HydraFabber Design Sprint.
Moving into software/firmware issues: there's a need to upgrade firmware from marlin to be capable of: 1) Printing 2) Milling 3) Laser Cutting.
Smoothie came up in an IRC channel but it doesn't seem to be compatible with an Arduino and their board costs ~ $120. Went to their IRC channel where someone suggested Teacup which John had brought up earlier.
Pronterface is the software we are currently using with the Taz, but to my knowledge it only supports printing. Software is less of an issue as it's easy to switch on your computer but the firmware needs to be permanently on the Arduino.
Fri Aug 2, 2013
HydraFabber
This morning's print exceeded all expectations despite a lot of issues setting it up last night:


Probably jumping the gun a little bit, but here's a sweet exploded/rendered view of the entire milling assembly: (actual files can be found in yesterday's post)
Also started a revised BOM based off of the current HydraFabber CNC Mill Spindle BOM :
Color sorted parts by need as well as checked over the sourcing. A lot of prices had changed (this BOM was from 2009) and the plan is to replace all of the electronics with an Arduino so they were taken out of the running total.
Thur Aug 1, 2013
HydraFabber
Real progress with today's print:
The quick attach and holes line up pretty nicely and the honeycomb matrix was strong despite the fact that it was printed as a draft (2 hours 16 mins) and wasn't very dense.
You can see the gap left by the assembly just being mated and not joined (check Update #2 from yesterday) I believe this also effected how the arms were built out of the plate which were also just mated in assembly.

Added several things for the next print:
1) Fillets between all the arms.
2) Columns between the lower two arms for support when assembling.
3) Doubled the thickness of the top arm where the motor rests for a tighter fit (concern about it twisting itself while milling) (removed this as it was causing some STL problems).
4) The current design is just push fit which is actually worth noting and could pose some problems during the milling process in the long term. We used a Xacto knife to carve out some of the scrap plastic in the arm holes and both the brass spindle piece and motor took a lot of finessing to get inside and were very snug. Might be worth some sort of bolt and nut mount to secure the motor in particular.
Will start the new print and let it run overnight:

File:CarriageAssemblyPartAug1st2013.stl - File:CarriageAssemblyPartPackedAug1st2013.zip
Other
To start as a resolution to the Taz PLA not sticking to the bed we found a solution (literally) which is just a mixture of acetone and cut up ABS extruding plastic. When wiped on the heating table the dissolved ABS apparently helps the PLA grip to the table and the acetone acts as a cleaner. All you do is dump 7 or 8 of those 5" ABS strips into about a 1/4 pint of acetone and let it dissolve for a few hours (to avoid confusion the strips in the picture below were cut further to fit in the bottle).
Here's some nice pictures:


Wed Jul 31, 2013
HydraFabber
Here's (at the bottom) the first ready to print model of the complete carriage. Some concerns that still exist are:
1) How will the software (netfabb/slic3r/cura) react to all the suppressed geometry in the Solidworks file (this was resolved we deleted all the excess parts).
2) How will said software react to parts being mated adjacent to each other but not actually joined. (resolved by John in Solidworks, during the export to STL process, enter options and check both "Save all components in a single file" and "Check for interfaces")
Update: This was not actually resolved, when we went to print the quick attach was printed as its own distinct piece: The solution was to use the join command in the Solidworks assembly which will be used for round 2. This problem is shown in the picture below where there is a small gap between the plate and quick attach although they were joined loosely at the bed. One positive thing I can absolutely say about the Ultimaker is that its native printing software Cura is really useful and provides some great features like scrolling through the actual matrix at different points in the build process. This saved us from printing another piece with parts that were interpreted as being adjacent but not joined (although they were modeled in a part file so I'm still not sure why that happened).

3) Lucas brought up a good point: from a physical standpoint is the footprint of the spindle arms sticking off of the carriage too small? How much force will be exerted on them during the milling process? An easy fix would be to add wings to the arms or fillet the arms to the plate.
4) I kept the distance from the top of the vertical plate to the topmost arm the same as the old spindle mount, but I am not sure how the addition of the quick attach will affect that (will the milling bit still reach the table?)
Only time will tell!
File:CarriageAssembly2.zip (old geometry was just suppressed not deleted)
File:CarriageAssembly3.zip (this file is composed of different parts so the pieces will be printed adjacent but distinct.

The Printing Process:
Our initial print looked good, although in Cura we forgot to use the "Lay Flat" command , as a result a lot of support structure was generated so we aborted. Followed abruptly by a jam in the Ultimaker (second time this has happened while working with this machine). Followed by an overheating error that registered in the 400 C area. John was able to resolve the error by untangling the thermocouple wires.
We decided to jump back to the taz to see if we could get that working but it is still having bed issues (warped?) and the PLA doesn't stick to it at all.
Tue Jul 30, 2013
HydraFabber
Here's the Taz's spindle assembly. The carriage from yesterday with a quick attatch will replace the blue vertical carriage on the back of this model.
Goals include simplifying the geometry of the 3 arms holding the mill (not sure what all those slots are for). Removing the cross shaped screw holes at the back of the model as our carriage will be printed as one solid piece.

When I went to simplify I found this otherworldly cube wedged between the spindle arms; It could be a clue as to what all that bizarre geometry is for. Deleting it outright causes some minor confusion with mates and how those arms were distanced from each other so for now I will just suppress it (as well as the spindle).
I was able to get into the "master" sketch for the 3 arms and simplified them a lot. Not sure if I should/can make them taper down. It isn't entirely necessary but aesthetically it would be nice and would cut down on material.
The rear plate from this file was deleted in the final assembly and the 3 arms were mated to the new plate.

Other
Sat in on the Current State July 2013 meeting which moved onto the current state matrix
Mon Jul 29, 2013
HydraFabber
File:X Carriage.stl (carriage with holes/dimensions)
File:X Carriage-qG.stl (female quick attach)
Imported the spindle carriage STL files into Solidworks as solid bodies (not graphic!) and began copying geometry: dimensions and key hole placement.
Extruded a rectangle over the quick attach and used the combine (subtract is inside combine) command to create the male quick attach part.
Combined and mated everything in an assembly. Not sure how simply mating the two parts will interact with being exported back as an STL as they are technically not connected, but maybe this won't be an issue or will just get resolved by netfabb when we go to print. Also wasn't sure how having the old carriage hidden in the back of the assembly would (couldn't delete it due to dependent geometry).
Update: So John was able to fill a serious gap in my Solidworks chops involving properly deleting features and their associated relations. The looming stl. import behind our carriage has been safely deleted, and now I am beginning to delete my fear of Solidworks error messages!
Here's the (outdated) Carriage:

Other
Also worked on Current State July 2013 to asses/standardize the GVCS build process with staff and DPVs.